Standard and Custom Plastic Profiles and Tubing
Simply put, plastic extrusion is a high-volume manufacturing process in which raw plastic is melted and formed into a continuous profile. The process can produce such items as seals, angles, channels, rods, and tubing/pipe just to name a few. Whether you are in need of a common standard profile or tube or something more complex with a custom design, our decades of experience in plastic extrusion manufacturing allow us to assist you in achieving the most efficient product possible.
1. STANDARD PROFILES
Seagate also has many U-Channels, Edging, H-Channels, Connectors, Angles and Tubing in stock and ready to ship.
2. CUSTOM PROFILES
Looking for a custom plastic profile?
Call our team of specialists today at 419-878-5010

Need a fast quote on standard or custom plastic profiles?
Our sales team would be happy to help! Call now for a hassle free quote. 419-878-5010

WITH OVER 34 YEARS EXPERIENCE, SEAGATE PLASTICS IS A TRUSTED MANUFACTURER OF QUALITY STANDARD AND CUSTOM PROFILES AND TUBING.
With 34 years of experience, our expertise in the engineering, design, manufacture and delivery of standard and custom plastic extrusions has been proven across a wide range of industrial applications. Striving to provide our customers with more than just plastic products, we create and deliver customized solutions to improve your products profitability and achieve maximum efficiencies while focusing on quick turn around, competitive pricing and customer satisfaction.
1. STANDARD PLASTIC PROFILES
With hundreds of plastic profiles and tubing to choose from, we may have your shape ready to ship with NO tooling costs.
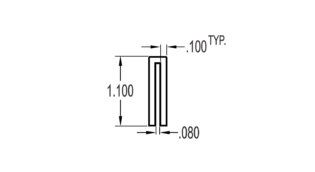
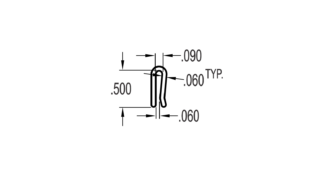
- U-Channels and Edging
- Angles
- Connectors
- H-Channels
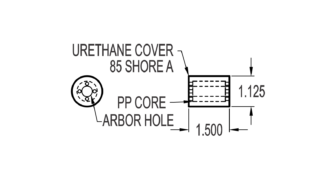
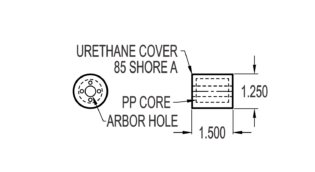
- Tubing
- Custom sized tubing / pipe
Contact us today! 419-878-5010
2. CUSTOM PLASTIC PROFILES
Seagate Plastics can also create your custom and specialty plastic profiles and tubing. As the plastic profile specialists, our knowledge and capabilities will save you valuable money.
Seagate Plastics’ General Capabilities...
- In-house Product and Tool Design
- Standard, Dual Durometer or Co-Extrusion (combining two or more materials into a single extruded unit)
- Color Matching
- In-Line or Secondary Fabrication (cutting, coiling, drilling, laminating, punching, slitting, spooling, silk-screening, routing, and tape application)
- Assembly
- Labeling and Packaging
- Material Certification
3. Commonly Extruded Raw Materials
- ABS- Acrylonitrile butadiene styrene
- Acrylic
- HDPE
- LDPE
- MDPE
- PVC (rigid and flexible)
- Polycarbonates
- Polyethylene (low, medium and high density)
- Polypropylene
- PETG
- Polystyrene (HIPS)
- Polyurethane
- TPE (Thermoplastic elastomers)
- TPR (Thermoplastic Rubber)
- Electrically Conductive Plastic
- Statically Dissipative Plastic
Plastic Extrusion Process – How it works
The process starts by feeding plastic material in the form of pellets, granules, flakes or powders from a gravity fed hopper into the barrel of the extruder. The raw plastic material enters through a feed throat prior to coming in contact with the screw. A rotating screw then forces the plastic beads forward into a heated barrel. A combination of heaters arranged along the barrel of the extruder and turning screws are used to gradually melt the material. At the front of the barrel, the molten plastic leaves the screw and is pushed through a screen pack to remove any unwanted contaminants that may be in the melt. These screens are reinforced by a thick metal breaker plate due to high pressure that is created. The screen/breaker plate assembly also create back pressure in the barrel, which is required for uniform melting as well as proper mixing of the polymer. Once the molten plastic passes through the breaker plate it is then forced into a die, which shapes the material into a shape known as a plastic profile. The die is what gives the final product its profile and must be designed so that the plastic flows evenly from a cylindrical shape, to the product’s final profile shape. Following the die, the product must now be cooled to harden. This is typically achieved by pulling the extrudate through a water bath.